Trn je vrsta komponente kalupa koja se koristi za oblikovanje konturnih površina u smjeru prešanja unutar trupca ili sinteriranog tijela. Uglavnom se koristi za savijanje metalnih cijevi, što se postiže pomoću trnova stroja za savijanje. Ovi se trnovi sastoje od više komponenti, uključujući gornje šablone, donje šablone, noževe za smicanje itd., a savijanje metalnih cijevi postiže se pomoću tlačnih i prijenosnih sustava.
Obični trnovi mogu se podvrgnuti toplinskoj obradi u otpornim pećima tipa box ili bunar, no proces je složen i ciklus toplinske obrade traje 2-3 dana, što zahtijeva dugotrajno zagrijavanje i izolaciju. Tijekom kaljenja mora se provesti tretman kaljenja uljem, pri čemu se stvara velika količina prašine i dima, a radno okruženje na licu mjesta je izuzetno teško; Nakon toplinske obrade, obradak je sklon deformacijama i savijanju, te se mora ravnati na hidrauličnoj preši velike tonaže, što rezultira visokim troškovima proizvodnje. Izuzetno dugačak ograničeni pokretni držač koji se koristi u tvornici za kontinuirano valjanje cijevi nezamjenjiv je alat za valjanje bešavnih čeličnih cijevi velikog promjera za vađenje i transport nafte.
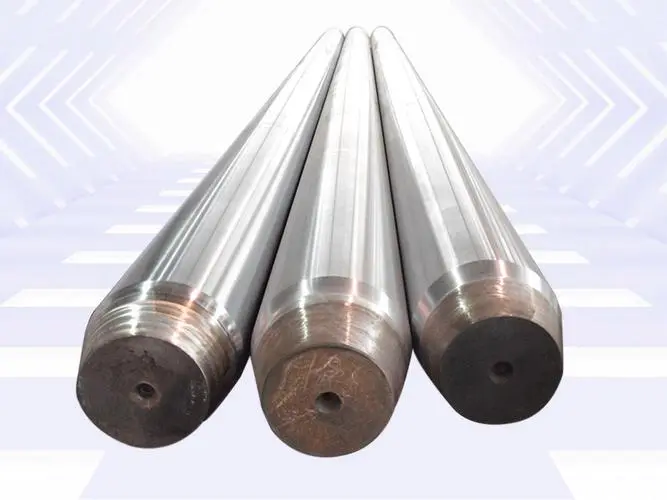
Zadržana igla je uobičajena vrsta igle na CNC alatnim strojevima, koja se uglavnom koristi za poboljšanje točnosti i stabilnosti obrade u krutim procesima obrade.

Zadržani trn ima sljedeće karakteristike
1. Ograničenje čvrstoće zadržane igle: Takozvano "granično kretanje" odnosi se na lagano pomicanje prednjeg kraja zadržane igle unutar određenog raspona, a tada je čvrstoća zadržane igle ograničena ograničenjem komponenta. Ovaj dizajn može izbjeći pretjerano pomicanje zadržane igle, čime se poboljšava točnost i stabilnost strojne obrade.
2. Prikladno za krutu strojnu obradu: zadržane igle obično se koriste za krutu strojnu obradu, kao što su bušenje, razvrtanje, bušenje, itd. U ovoj će točki zadržana igla čvrsto uhvatiti obradak kako bi se osigurala stabilnost i točnost tijekom procesa strojne obrade.
Vrijeme objave: 3. srpnja 2024



